 |
The heart of the
system, the starting point of all our products, can beat at a rate of
almost ten beats per minute.
It is a 150/60 tons hydraulic arch press; in this example it mounts a
rather complex die set, that is capable of performing in one single
action all the processes needed to obtain the finished component.
|

|
The pre-stained steel
sheet is pushed forward by a rolling apparatus which, when needed, can
also be used as straightener or curling machine
|
|
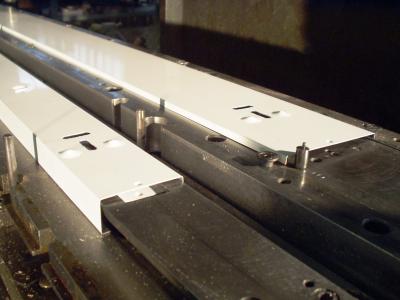
The reglette comprises
two c-shaped shells, front and back of the fixture, equally sized but
bearing a different pattern of holes.
The pictures show the die set configured for making the back (it is
possible to see the holes that will allow the fastening to the ceiling).
The two stampings needed in order to make the undercut are carried
out simultaneously.
Keep scrolling if you
wish to see the details of the stamping, otherwise click here
|

|
The operator removes
the finished part ...
|

|
... moves the piece
that has undergone the first stamping onto the anterior part of the die
set ...
|

|
... pressing on a pedal
switch, the operator gets a new section of steel sheet positioned on
the posterior part of the die set.
|

|
The sheet on the right
is ready to undergo the first edge bending, whereas the piece on the
left will be bent in the C shape and punched.
|

|
During all phases,
stamping is controlled by the operator. It is the worker that sets the
timing, not the machine.
|

|
Once the die set is
risen there is a complete back half, a piece with the first bending and
the free end of the steel sheet already carries the holes that will
correspond to one of the two heads of the complete fixture.
The
cycle starts again.
|

|
Once completed, the
pieces can either go straight to the wiring station or can be
stockpiled.
|

|
Wiring begins by
fastening some components to the fixture using a compressed air riveter
|

|
Wiring and packing are
normally carried out by the same operator.
|
Continue
the tour
|
Go
to the catalogue
|


